X
XRF430

产品介绍
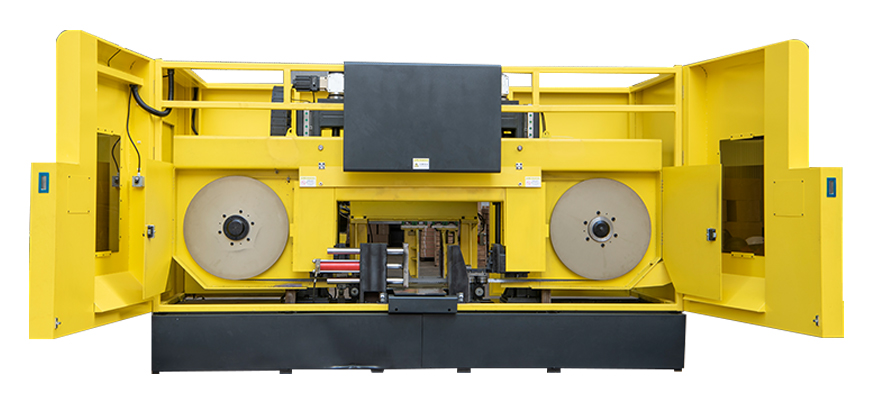
RF-430 铝合金圆锭高速卧式带锯床,最大锯切高度430mm,最大锯切宽度430mm。
1.设备生产工艺流程
行车吊装上料→定尺送料→液压夹紧→伺服进刀→退刀→出料
2.设备组成
设备由锯切主机、送料夹钳定尺机构、液压系统、锯带冷却润滑装置、锯带导向系统、电气及自动化控制系统等组成。
3.产品特点
材料消耗少/锯切效率高/运行成本低/安全保护功能齐全/节能.环保
结构介绍
一.锯床结构
底座及锯架部分
锯架整体用钢板组焊而成并经回火处理,消除焊接内应力。表面喷砂处理,再进行精密加工, 整机结构设计良好,外型美观。
锯轮部分
采用铝合金7075-T651制成并经精加工,表面阳极氧化,可承受高速度高拉力载荷;锯轮经动平衡校正,转动平稳,寿命长。
传动部分
由立式变频马达直接连接传动锯带高速运转.传动效率高且稳定。速度500-2500m/min,调速范围大,可适应铝合金属各种材质锯切。
进给系统
进给系统由滚珠螺杆和进刀伺服电机等组成;导向轨道采用线性滑轨,导向精度小于0.05mm
锯带张紧机构
锯带张紧机构由液压驱动,采用压力表显示张力数值并有断带保护功能。
锯带导向装置
采用上、下两组锯带导向装置。每组导向轮附有两个可调导向滚轮,滚轮材质采用合金结构钢,表面渗碳淬火处理,硬度50-55HRC,耐磨性能好.夹持锯带部分经过研磨处理,保证导向精度。
导臂升降机构
采用油压驱动,按锯切材料的不同,调节上导向装置的高度,使导向装置
二.送料夹钳定尺机构
定尺方式
送料夹钳定尺机构采用直线滑轨导向移动。
定尺行程
采用伺服马达+滚柱丝杆驱动,实现材料精确定尺,定尺行程800mm,定尺精度±0.5mm。
夹紧系统
棒料双夹钳采用液压油缸夹紧棒料。
夹钳装置
进料夹钳装置主体由型钢及Q235A钢板焊接组成,焊接完成后经回火处理后进行机加工,结构稳定。
三.液压系统
服务对象
锯带张紧、送料夹紧机构,独立泵站,集中电磁阀控制。
除必须用软管连接部位外,均采用钢管连接,有效降低压力损耗.
四.锯带冷却润滑装置
采用气动油雾冷却装置,主要由储油罐、气泵、脉冲控制器、喷嘴、电磁阀等组成。
装置能够在压缩空气的驱动下,将空气和冷却油混合雾化后,喷射在锯带的锯齿部位,使其表面产生油膜,快速散发切削时产生的热量,从而保证切削高效率及表面高精度。
五.电气及自动化控制系统
控制柜电源
C:380V/50Hz三相5线 DC:24V
采用可编程控制器(PLC)进行过程控制和可编程人机(HMI)界面进行生产工艺参数输入,人机界面具有参数设置,数据显示,
重要数据密码保护,故障报警,故障显示,故障诊断功能。
技术参数
|
序号 |
项目 |
技术参数 |
备注 |
|
1 |
最大锯切直径 |
≤430mm |
|
|
2 |
最大锯切规格 |
宽≤430mm 高≤430mm |
|
|
3 |
最大锯切长度 |
单次送料行程 800mm |
|
|
4 |
锯带速度 |
500~2500 m/min(变频调速) |
|
|
5 |
锯弓进给速度 |
0~2000mm/min(根据锯切材料牌号及规格调整) |
|
|
6 |
锯带规格mm |
8270 X 34W X 1.1t (以最终设计为准) |
|
|
7 |
切口厚度mm: |
≤ 2 |
|
|
8 |
送料精度mm |
±0.2 |
|
|
9 |
锯切端面垂直度mm |
±0.2/100 |
|
|
10 |
锯切面粗糙度μm |
≤50 |
|
|
11 |
切削率cm2/min |
800~2500 |
|
|
12 |
锯带张力方式 |
独立式液压张紧/放松 |
|
|
13 |
进刀方式 |
伺服电机 |
|